Laser Know How
Principle:
Laser welding concept at a glance
In the laser welding of thermoplastics, sometimes referred to as “laser transmission welding” or “through transmission IR welding (TTIr), transparent and absorbent parts are bonded together. The laser beam penetrates the transparent plastic and is converted to heat in the absorbing plastic. Since both parts are pressed together during the welding process, heat is conducted from the absorbent to the transparent plastic, allowing both materials to melt and create a bond. Internal joining pressure also is generated through the local warming and thermal expansion. The internal and external joining pressures ensures a strong weld of both parts.
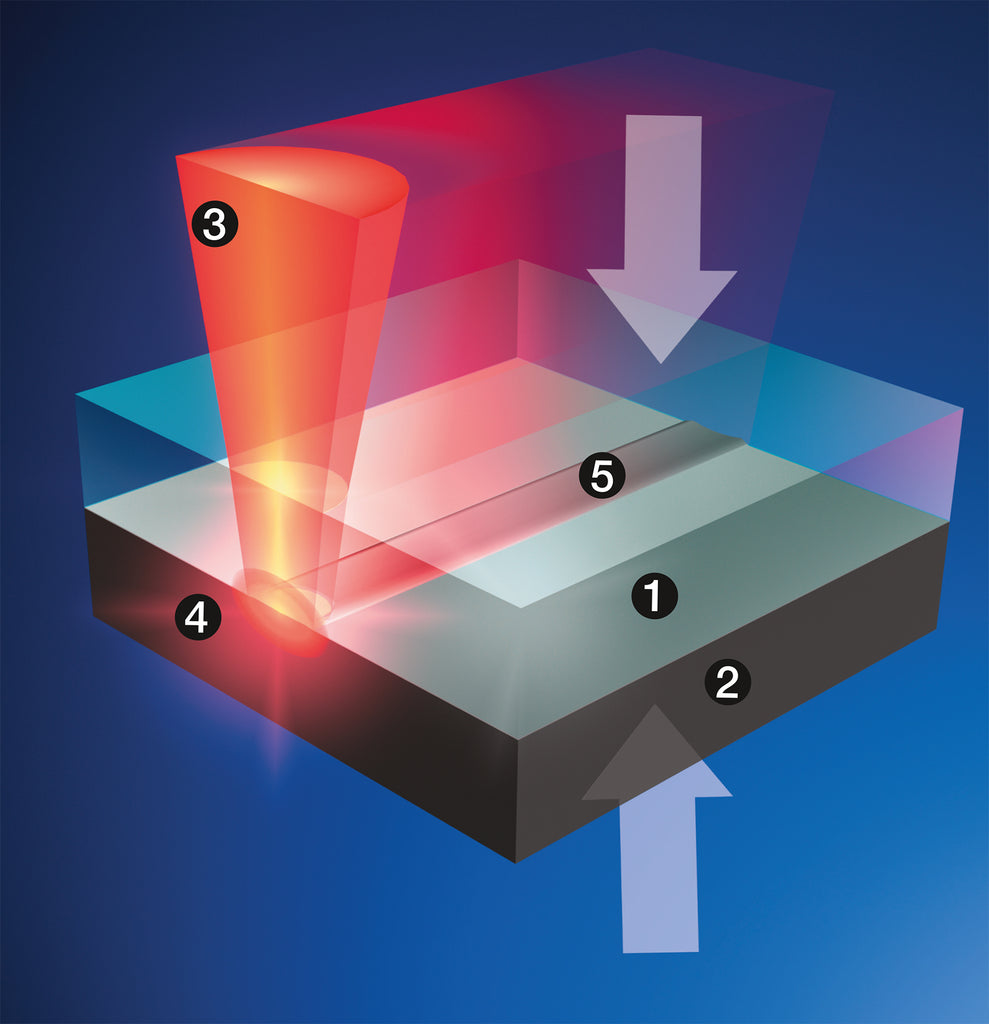
1. Transparent joining part
2. Absorbent joining part
3. Laser beam
4. Melt zone
5. Weld seam
Laserweldable Materials
- Amorphous thermoplastics
- Semicrystalline thermoplastics
Assuming that there are no additives, amorphous thermoplastics are transparent within the visual range. By contrast, semicrystalline thermoplastics appear opaque to milky to the human eye. In principle, thermoplastics of the same type can be welded together using a laser. Nevertheless, attention must be paid to the optical properties.
The table below lists the material combinations that can be laser welded. In addition to these combinations, the range can also be expanded by using modified blends.
Laser welding processes
As well as allowing 3D welding, this technique also can be used to weld large 2D areas. In 2D welding applications, there also is demand for linear welds with broader welding seams. This can be accommodated using the roller welding technique.
Special optical components known as diffractive optical elements (DOE) can be tailored to the specific laser welding process. These optical units are used with various techniques, from contour and quasi-simultaneous welding to simultaneous welding. They change the shape of a spot laser beam in order to produce a power density distribution that is suitable for the application in question.
